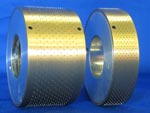
Spiked roller segments
 Spiked roller segments can be produced as follows:
Spiked roller segments can be produced as follows:
- diameter of 10 to 400 mm
- length of 5 to 200 mm (multiple segments form the complete width by adding)
- pins of 0.3 mm to 8 mm of hardened and/or rustproof steel
- pin densities up to 100 pins per cm²
- pin carriers of brass, steel, aluminium, plastic
- with or without core
- different possibilities of fixing and anti-twist device
Further information you can find below. We would be pleased to advise you and to carry out preliminary tests. If you have any questions please send us your drawing or the completed questionnaire.


Technical details of spiked roller segments
Diameter: The choice of the diameter is based on the roller diameter necessary for a low bending as well as on the penetration depth of the pin into the material to be perforated. Long pins cause the tearing of the perorated holes due to the higher angular speed at the pin point. In this case a big diameter has to be chosen which is suited for the application.
Length: For production reasons the length should not exceed the triple of the diameter. Segments for the microperforation with a big diameter normally amount to a width of 50 mm. If the segments are damaged the costs for the exchange are reduced by a lower width.
Pins: Most of the pins are produced according to the customers' requirements. So they can be adapted exactly to the individual requirements. Slim, pointy pins prick with less power into the material; however they are more sensible.
Pin density: High pin densities are possible! However you have to take into consideration the displacement of the material to be perforated as well as at high densities the extremely increasing necessary powers. Pin carrier: The pins are normally pressed from inside in preliminarily bored holes of the supporting ring. Afterwards an inner ring of steel or aluminium is pressed in. This ring becomes necessary if the tolerance of the inner diameter is higher as well as always then if the pins are under pressure. In slightly pushing the pins back to the carrier roller the disassembly of a pin ring without inner ring would become impossible. You should only renounce the inner ring for reasons of weight.
The supporting ring normally consists of brass. For hot perforation applications from 100º C up the inner and outer ring are made of steel. For reasons of weight the inner and/or outer ring may be produced of aluminium or special plastic material. Especially in the intermittent operation you have to take care of a lower weight. However perforation rollers for very thin and sensitive material which are not driven should not be too heavy due to the mass inertia.
Fastening / drive: A keyway in the pin rings should only be provided at strong powers. Otherwise the fastening with studs is recommended. You should, however, consider the required space for the stud. At a dense pinning there may be holes. This version is especially recommended for movable single segments for the partial perforation of foils or papers. Alternatively the fastening of the pin segments between the washer disks on the carrier shaft is recommended. For the holohedral microperforation there are no alternatives.
We would like to advise you concerning the above mentioned details.